Vor einiger Zeit habe ich eine erste Inlay-Fräsung auf der CNC gemacht, um ein neues Briefkastenschild herzustellen. Ein kleines aber feines Projkekt, das hat mir extrem viel Spaß gemacht. Heute geht es um weitere Inlay-Fräsungen, die ich auf meiner CNC gemacht habe – und die verschiedenen Erfahrungen, die ich dabei sammeln konnte.
In der Werkstatt finden sich einige Hölzer, die gut für Inlays geeignet sind: Etwas heller Ahorn ist von einem anderen Projekt noch über, ebenso ein wenig Eiche. Als Kontrast habe ich Nußbaum und Padouk, damit lässt sich sicherlich was anfangen. Ich habe also erstmal das Holz “in Form” gebracht.


Mit der Bandsäge werden die Stücke aufgetrennt und danach gehobelt. Danach geht es erstmal an den Rechner, um eine paar Ideen in Fräsprogramme umzuwandeln. Ein grundlegendes Problem, dass ich bei meinen letzten Inlay-Versuchen gesehen habe ist, das keine scharfen Konturen mit richtigen Ecken gefräst werden können. Selbst der kleinste Fräser ist am Ende rund und kann daher nur “runde Ecken” fräsen. Hierfür gibt es aber eine geniale Lösung: V-Carve-Inlay-Fräsungen. Hierbei wird statt eines graden Fräsers mit einem V-förmigen Fräser gefräst. Bei den Fräsprogrammen wird aktiv die Z-Achse mit genutzt, so dass in einer Ecke nur mit der Spitze des V-Bit eingetaucht wird. Damit werden scharfe Konturen möglich, zumindest wenn die Fräsungen präzise sind.
Beim Fräser habe ich mich für einen dreischneidigen V-Bit mit 60-Grad-Spitze entschieden, damit sollten sich sehr saubere Fräsungen herstellen lassen. Bevor ich mich an die Inlays wage, fange ich zunächst mit Gravur-Fräsungen an. Zum Erstellen der Fräsprogramme probiere ich erstmal F-Engrave aus, eine kostenlose Software mit der sich ganz gute Ergebnisse erzielen lassen. Das erste Projekt: Mein Portrait in Eiche 🙂



Weiter geht es mit meinem Logo. Das habe ich in ein Reststück beschichtetes Birke-Multiplex gefräst, das vom Schablonenbau übrig war.


Grade beim Logo lässt sich wunderbar erkennen, das scharfe Konturen mit dem V-Bit kein Problem sind – gut an den Sternen und den Zähnen vom Sägeblatt zu erkennen. Auf der Basis kann ich mich an filigrane Inlays wagen. Auch das ist mit F-Engrave möglich, es gibt sogar eine Funktion, um die Motive zu spiegeln. Für das erste Inlay habe ich mir ein Motiv von einem Foto ausgesucht: Den Leuchtturm “Dick Berta” bei Cuxhaven. Das Motiv hat eine gut zu erkennende Silhouette und ist damit gut geeignet. In Inkscape habe ich zunächst die Konturen auf dem Foto als Vektor nachgezeichnet und in F-Engrave dann die Fräsprogramme für die Tasche und das Inlay erstellt. Dabei werden jeweils zwei Programme berechnet, eines für die Kontur mit dem V-Bit und eines zum Ausräumen größerer Flächen mit einem klassischen Nut-Fräser – das würde mit dem V-Bit sonst viel zu lange dauern.


Nach dem Verleimen zeigte sich allerdings: Hier ist noch “Luft nach oben”. Leider sind einige unschöne Lücken zu sehen, wo das Inlay nicht sauber die Tasche ausfüllt.



Ich habe dann noch einige weitere Versuche unternommen, konnte mit F-Engrave aber leider keine Verbesserung erzielen. Ich habe mich dann dafür entschieden, einen Versuch mit einer Kaufsoftware zu unternehmen, bin mal gespannt, wie viel Einfluss das hat. Mit einer Lizenz von VCarve Desktop bin ich in die nächste Runde gestartet und habe mir zunächst wieder mein Logo vorgenommen.
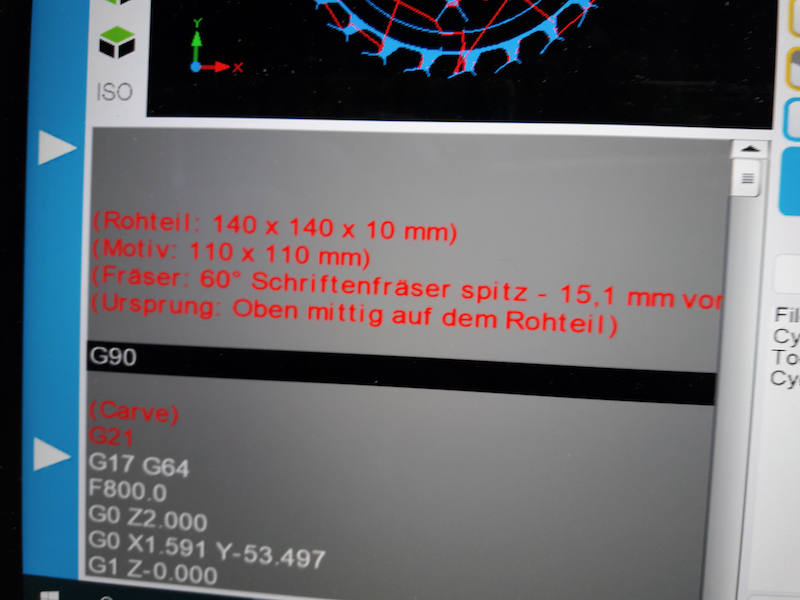
Auch hier werden wieder jeweils zwei Fräsprogramme erstellt, eines für die Kontur mit dem V-Bit und eines zum Ausräumen größerer Bereich mit einem Nutfräser. Ich habe mir angewöhnt, die Fräser als Kommentar an den Anfang der Fräsprogramme zu schreiben, zusammen mit den Abmessungen von Rohteil und Fräsung. Auf diese Weise kann ich die Programme später mal wieder verwenden und weiß genau, welcher Fräser zu verwenden ist und wie groß das Holz sein muss.
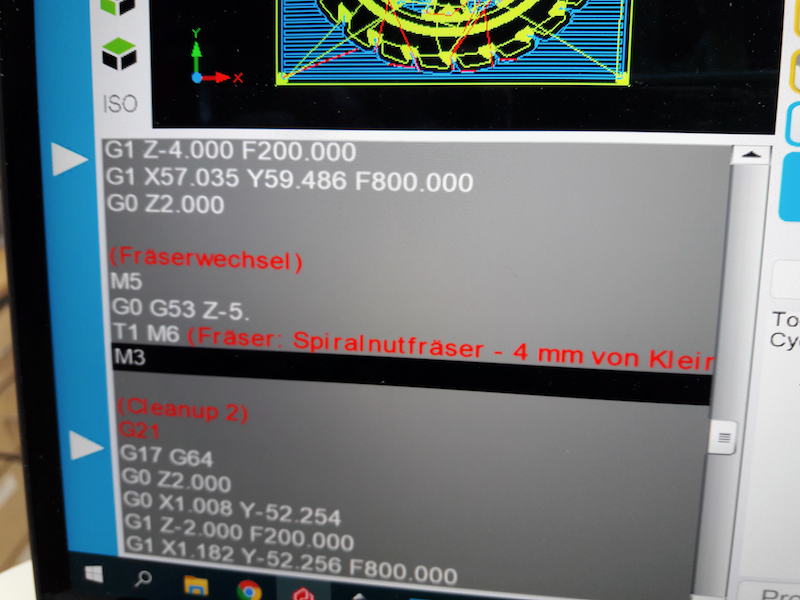
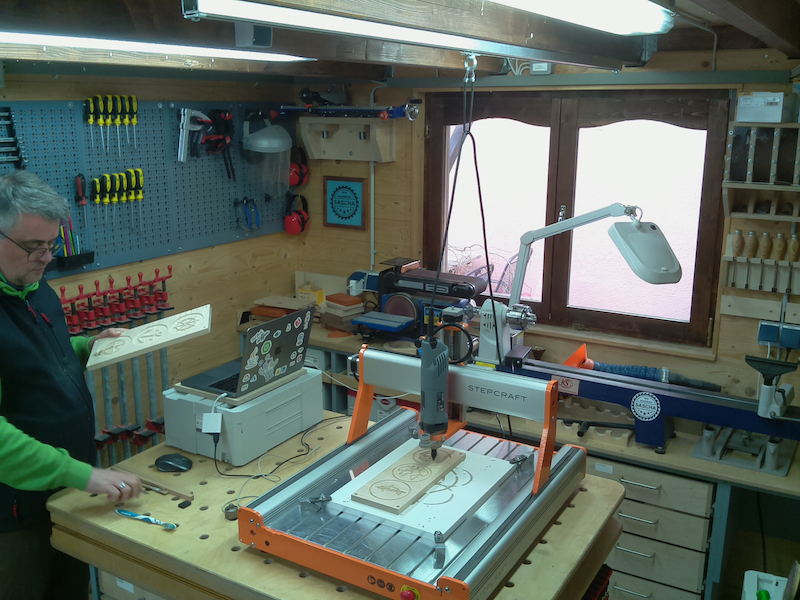
Außerdem habe ich ein Zubehörteil für meine CNC endlich in Betrieb genommen, dass ich bisher noch gar nicht verwendet hatte: Einen Längensensor für Fräser. Da ich ja bei jedem Teil einmal zwischendrin den Fräser wechseln muss (von V-Bit auf Nutfräser), ist es sehr hilfreich, wenn ich die Fräserhöhe nach dem Umspannen einfach und vor allem exakt messen kann. Ich habe dann aus den beiden Fräsprogrammen für V-Bit und Nutfräser ein gemeinsames erstellt, mit einem manuellen Fräserwechsel in der Mitte.

Auf diese Weise habe ich dann erst das Inlay und danach die Tasche gefräst. Während die Tasche gefräst wird, habe ich das gefräste Inlay sorgfältig gesäubert, damit beim Verleimen keine Späne dazwischen klemmen. Das geht ganz gut mit einem Anreißmesser und einer Zahnbürste.



Als nächstes habe ich das Inlay auf der Bandsäge freigeschnitten, so dass ich es in die Tasche leimen konnte. Dafür habe ich transparent aushärtenden Leim genutzt.


Danach wird der Überstand des Inlay vorsichtig mit der Bandsäge weggeschnitten und der letzte Millimeter mit dem Schleifer entfernt.

Das Logo ist super geworden, ich bin echt begeistert. Es gibt noch ein paar winzige Lücken, die sind aber kaum zu sehen. Mit ein paar kleinen Modifikationen an den Einstellungen starte ich einen zweiten Versuch mit der “Dicken Berta”.



Nach dem Freisägen und -schleifen dann die Überraschung – diesmal eine Positive: Das Ergebnis ist Mega! Es gibt keinerlei Lücken, das Inlay ist absolut gelungen.

Nach diesem Erfolg mache ich mich an eine ganze Reihe weiterer Motive, die ich als V-Carve-Inlay in Holz verewigen möchte. Damit dabei auch was nützliches entsteht, habe ich mir überlegt, Untersetzer zu fertigen, so verbinde ich das Dekorative mit dem Praktischen. Los geht’s mit Nußbaum. Ich fräse immer mehrere Untersetzer aus einem Stück.

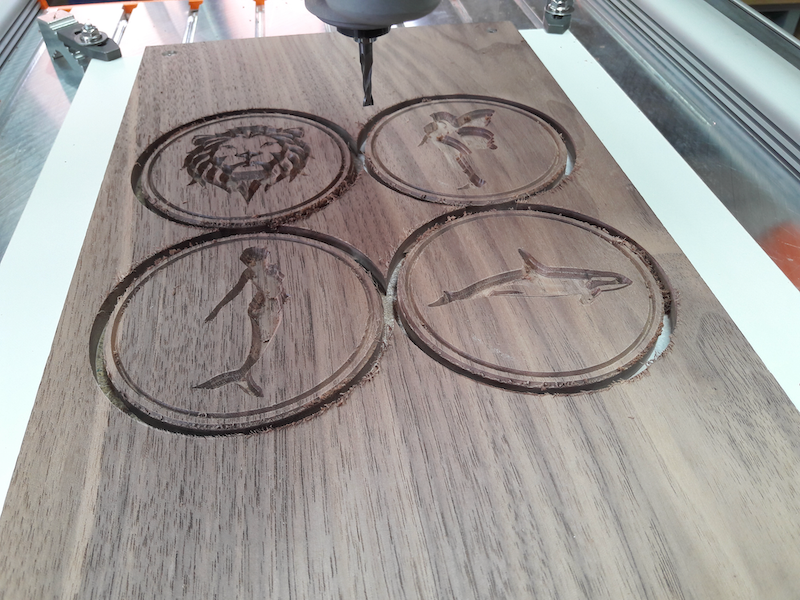


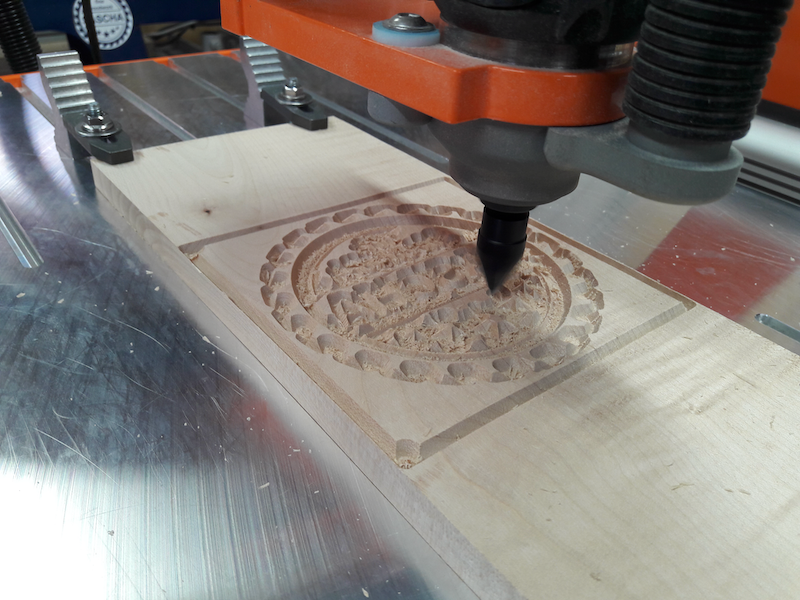
Die Untersetzer werden vollständig gefräst, inklusive einer umlaufenden V-Nut und einer Fase am Rand. Lediglich ein paar dünne Stege bleiben stehen und werden anschließend herausgetrennt.
Als nächstes kommen die passenden Inlays aus Ahorn an die Reihe. Danach wird alles freigesägt, sorgfältig gesäubert und von Spänen befreit. Dann werden die Inlays eingeleimt.



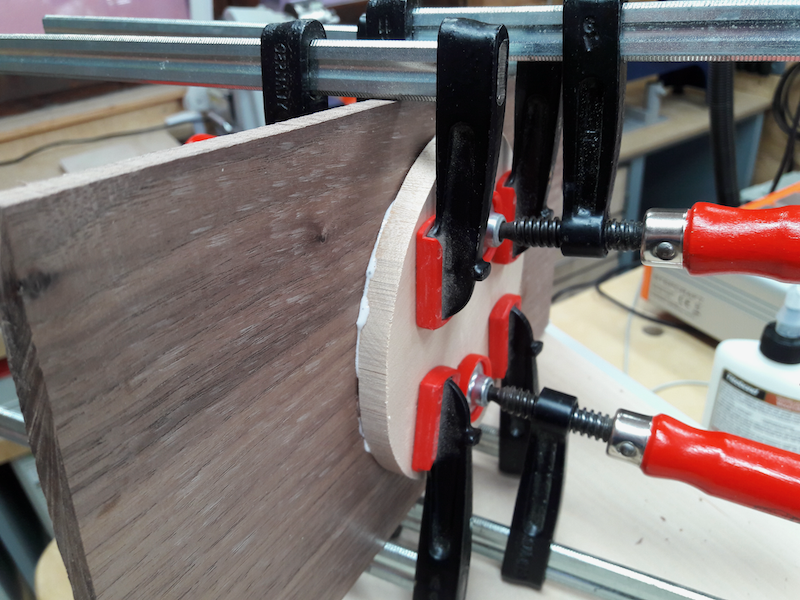
Nachdem der Leim ausgehärtet ist, schneide ich den Überstand des Inlays auf der Bandsäge ab. Hierfür habe ich die Untersetzer noch nicht vollständig herausgetrennt, so habe ich noch eine grade Kante, die ich gut auf den Tisch der Bandsäge auflegen kann.
Jetzt wird es etwas fummelig: Der letzte (halbe) Millimeter wird auf dem Bandschleifer weggeschliffen, was bei den kleinen und vor allem runden Untersetzern gar nicht so einfach ist. Um die Teile sicher und präzise führen zu können, habe ich mir eine kleine Halterung aus einem Stück 15 mm Birke-Multiplex gefräst.





Ich bin echt begeistert, wie präzise sich selbst feinste Konturen auf diese Weise herstellen lassen. Das Fräsen von Untersetzern hat einen solchen Spaß gemacht, dass ich gar nicht mehr aufhören konnte. Ich habe als nächstes probiert, an Stelle von Nußbaum Padouk zu verwenden.


Für die Inlays habe ich wieder Ahorn verwendet, das ergibt einen sehr schönen Kontrast, wie ich finde.

Auch hier wird wieder mit transparent aushärtendem Leim verleimt und anschließend mit Bandsäge und Bandschleifer die Motive “freigelegt”. Danach werden die Untersetzer fein geschliffen. für die Flächen habe ich dafür den Excenter-Schleifer genutzt, die Kanten habe ich von Hand geschliffen.




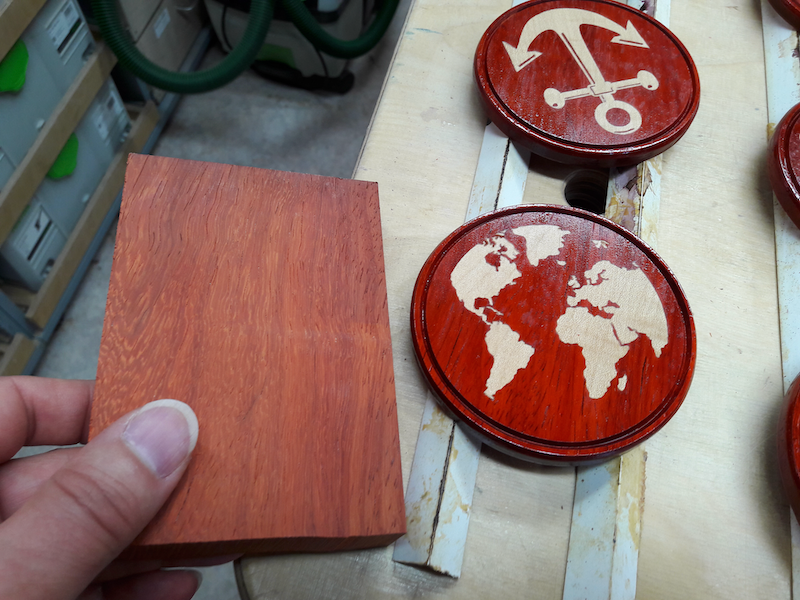
Für die Oberläche habe ich mich für zwei Schichten Clourethan-Lack entschieden, der verleiht den Untersetzern einen schönen Glanz und ist recht robust – auch gegen Alkohol, wer weiß, was so einem Untersetzer alles zustößt. Ich war sehr beeindruckt, wie stark das Padouk-Holz durch den Lack angefeuert wird. Aus dem fast orangenen Farbton im unbehandelten Zustand wird ein schönes Rot.


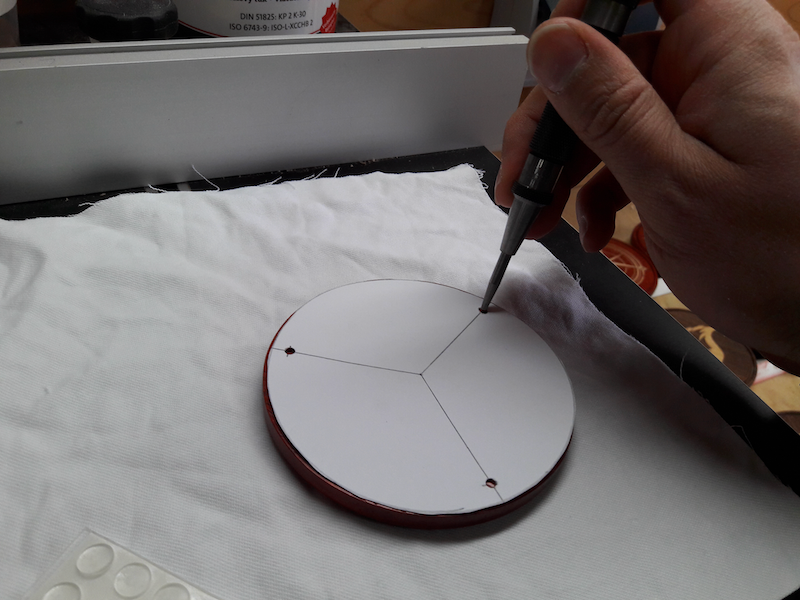
Damit die Untersetzer gut stehen, auch wenn sie sich mal minimal verziehen sollten, bekommen sie jeweils drei kleine Silikon-Puffer auf die Unterseite. Hierfür habe ich mir eine einfache Schablone aus Pappe hergestellt, damit die Position der Puffer stimmt und hinterher nichts kippelt.

Phu, da sind einige Pads zu kleben. Irgendwer konnte wohl gar nicht aufhören, Untersetzer herzustellen….na ja, da werden sich Freunde und Familie sicher freuen.


Das Thema Inlay-Fräsen ist damit auf einem Niveau angekommen, das wirklich richtig Spaß macht. Bin mal gespannt, was da noch alles entstehen wird…
Top! Vielen Dank, Sascha, für die interessanten Beiträge!
Hallo Michael, sehr gerne. 🙂
Ja, mit VCarve kommt guter G-Gode raus und gerade das Konturen fräsen wird mit dieser Software echt ein Erfolgserlebnis. Kannst Du noch was zu Deinen Fräsparametern sagen?
Hallo Wolfram,
klar, gerne. Spannend ist hierbei sicherlich die Einstellung der Schnitttiefen.
Die Pockets habe ich mit einer Anfangstiefe (D) von 0 mm und eine Maximaltiefe (F) von 3,5 mm gefräst.
Für die Inlays habe ich mit einer Anfangstiefe (D) von 3,0 mm und einer Maximaltiefe (F) von 0,5 mm gearbeitet.
In dem folgenden Video werden die Einstellungen recht gut erklärt: https://www.youtube.com/watch?v=l4VMo9DCzO8
Wie man unschwer erkennen kann war das auch die Inspirationsquelle für die Untersetzer. 🙂
Viele Grüße
Sascha
Sieht echt super aus.
woher beschaffst du dir die verschiedenen Holzarten?
Viele Grüsse
Zlatko
Hallo Zlatko,
ich habe das große Glück, in der Nähe einen sehr gut sortierten Holzhändler zu haben.
Dort im Lager ist eine echt große Auswahl verschiedenster Holzarten zu finden.
Viele Grüße
Sascha
Hallo Sascha, die Sachen sehen super aus. In welcher Gegend wohnst du denn circa, ich suche auch noch einen Holzhändler bei mir im Norden… -_-
Hallo Philipp, danke für das Lob. 🙂
Ich wohne in der Nähe von Hannover und kaufe häufiger bei Hennig Furniere in Gehrden ein.
Weitere erreichbare Einkaufsmöglichkeiten sind Holz Müller in Hameln oder
das Holzland Stöllger in Langenhagen.
Vielen Dank! In der Gegend von Hameln bin ich manchmal tatsächlich. 🙂
Hallo, vielen dank für den Beitrag, gibt es inzwischen bei vcarve ein Inlay Werkzeug wo sich das. vereinfachen lässt?
Güsse
Hallo Adi,
was genau soll den vereinfacht werden ?